
- Энергетика
- Луганская ТЭС
- Змиевская ТЭС
- Старобешевская ТЭС
- Новочеркасская ТЭС
- Ковдорский ГОК
- Кишиневская "СЕТ-1"
- Побужский ферроникелевый комбинат
- Теплоэлектроцентраль г. Зренянин
- Металлургия
- Цементное производство
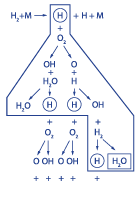
Принцип работы анакларидов
В результате пиролиза анакларида в зоне высоких температур выделяются дополнительные активные центры (атомы О, Н и радикалы ОН), вступающие в разветвленные цепные реакции горения, что вызывает рост температуры ядра факела и активирует цепную реакцию горения. При увеличении температуры факела на 10°С скорость химической реакции горения увеличивается в несколько раз. Это способствует интенсификации процесса горения в кинетической и дифузионно-кинетической областях. В результате больший процент топлива выгорает при более коротком факеле.
При сжигани топлива с анакларидом происходит увеличение скорости процесса горения, что вызывает свечение самого факела и передачу тепла излучением, которое на порядок выше конвекции.
В ТОПКЕ КОТЛА
РОСТ КПД 2-4,5% | ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ЯДРА ФАКЕЛА +100°С | УВЕЛИЧЕНИЕ МАНЕВРЕННОСТИ БЛОКА 30 МВт |
ОАО «Востокэнерго», «Луганская ТЭС»
Топливо: уголь
Котел: ТП-100
Результаты испытаний:
Уменьшение удельного расхода условного топлива на выработку электроэнергии около 8 – 9 г. у.т./кВт*ч при номинальной паровой нагрузке и около 9 – 10 г у.т./кВт*ч при минимальной нагрузке.
Подача анакларида позволила исключить подсветку факела природным газом на минимальных (430т/ч) и предельно-минимальных (390т/ч) паропроизводительностях. Экономический эффект был достигнут за счет улучшения выжига топлива и увеличения маневренности энергоблока. Температуры острого пара и металла труб не превышали допустимых значений. Сокращение расхода электроэнергии на собственные нужды. Снижение сопротивления тракта дымовых газов и РВП в результате очистки поверхностей нагрева.
Пиковые температуры факела в топке на уровне отметки 9,0 м выросли до 1780 – 1800 оС.
Применение анакларида повышает относительную интенсивность (мощность) излучения факела.
После прекращения подачи анакларида на котёл в течение недели температура факела постепенно снижалась, содержание горючих в золе уноса и содержание СО в режимном сечении повышались. Данные параметры вернулись к значениям, которые были до подачи анакларида на котёл.
РОСТ КПД
2,3 - 4,5%
+ 100оС
температура ядра факела
УВЕЛИЧЕНИЕ МАНЕВРЕННОСТИ БЛОКА
30 МВт
РОСТ КПД 3,6-4,3% | ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ЯДРА ФАКЕЛА +120°С | УВЕЛИЧЕНИЕ МАНЕВРЕННОСТИ БЛОКА 20 МВт |
Объект испытаний - котел ТП-100
Топливо - уголь
Результаты испытаний:
1. В опытах с применением анакларида отмечено повышение КПД брутто котла на 3,64 – 4,33% в сравнении с опытами без анакларида, что улучшает ТЭП котла.
2. В опытах с применением анакларида наблюдается повышение содержания оксидов азота на 30-150 ppm, что связано с повышением температуры факела.
3. Применение анакларида позволило полностью уйти от подсветочного топлива во всем диапазоне нагрузок, в том числе и на пониженной нагрузке энергоблока 110 МВт.
РОСТ КПД
3,6 - 4,3 %
+ 120оС ТЕМПЕРАТУРА ЯДРА ФАКЕЛА
УВЕЛИЧЕНИЕ МАНЕВРЕННОСТИ БЛОКА 20 МВт
РОСТ КПД 3,5% | ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ЯДРА ФАКЕЛА +150°С | Содержание горючих в золе уносов снизилось на 10% |
Объект испытаний - котел ТП-100
Топливо - уголь
Результаты испытаний:
1. Уменьшение количества работающих мазутных форсунок с 5 до 2 на малой нагрузке.
2. Понижение содержания СО в дымовых газах по переднему полутопку до 50 мг/м3.
3. Повышение температуры факела в среднем на 150°С.
4. Снижение содержания горючих в золе уноса с 29% до 17-19%.
5. Уход от подсветочного топлива при нагрузках от 160 до 200 МВт.
6. Снижение подсветочного топлива при нагрузках в 140 МВт с 2т/час до 1т/час.
РОСТ КПД
3,5 %
+ 150оС
ТЕМПЕРАТУРА ЯДРА ФАКЕЛА
РОСТ КПД 2-3% | ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ЯДРА ФАКЕЛА +100°С | Снижение подсветочного топлива 3-7 тыс. м³/час |
- При работе с анакларидом увеличилась температура ядра пылеугольного факела в среднем на +100°С (с 1650÷1750°С до 1750÷1850°С).
- При близких к номинальным электрическим нагрузкам энергоблоков достигнуто снижение расхода подсветочного топлива на 3-7 тыс.м³/час, стабилизировался режим жидкого шлакоудаления.
- Влияние на экологические показатели работы котлоагрегатов минимально – незначительное увеличение газообразных выбросов оксидов азота (NOx) вследствие увеличения температуры факела.
- Отмечен положительный эффект по снижению объёма необходимых котлоочистных работ в связи с меньшей степенью зашлаковки поверхностей нагрева.
РОСТ КПД
2 - 3 %
+ 100оС
ТЕМПЕРАТУРА ЯДРА ФАКЕЛА
СНИЖЕНИЕ ПОДСВЕТОЧНОГО ТОПЛИВА НА 3 -7 ТЫС. Мз/ЧАС
ЭКОНОМИЯ МАЗУТА 3,7%-9% | ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ФАКЕЛА +150°С | ВЫБРОСЫ SO2 - 13.8% |
Объект испытания - котлы ТП-35-Р, ТП-35, ГМ-50/14
Топливо - мазут
Результаты испытаний:
- Экономия мазута составила от 3,7% до 9%.
- Выбросы SO2 уменьшились на 13,8%.
- Температура факела повысилась на 150° С
- Визуально подтверждено снижение нагарообразований на рабочих поверхностях котлов, что позволяет продлить межремонтный период работы котлов.
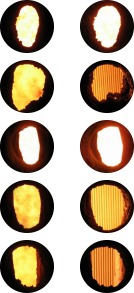
ВНУТРЕННЯЯ ПОВЕРХНОСТЬ
ТОПКИ КОТЛА


До применения После применения
анамегатора анамегатора
ЭКОНОМИЯ МАЗУТА
3,7 - 9 %
+ 150оС
ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ФАКЕЛА
УМЕНЬШЕНИЕ ВЫБРОСОВ
SO2 НА 13,8 %
ЭКОНОМИЯ ГАЗА 2,25% | РОСТ КПД КОТЛА на 1,17% | УМЕНЬШЕНИЕ ВРЕДНЫХ ВЫБРОСОВ В АТМОСФЕРУ |
Объект испытания - котел ГМ-50.
Топливо - природный газ.
Результаты испытания:
- Повышение КПД котла - 1,17%.
- Уменьшение расхода газа - 2,25%.
- Снижение содержания NOx и CO.
- При росте тепловой нагрузки с 43,3 тонн пара/ч до 44,1 тонн пара/ч расход газа снизился с 3 836 м³/ч до 3 805 м³/ч. Что привело к экономии только за 5 суток испытаний 5 530 м³ природного газа.
ЭКОНОМИЯ ГАЗА
2,25 %
РОСТ КПД
1,17 %
СНИЖЕНИЕ УДЕЛЬНОГО РАСХОДА ПРИРОДНОГО ГАЗА до 4,4% | ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ФАКЕЛА в среднем на 98°С |
Объект испытаний - трубчатая вращающаяся печь
Топливо - природный газ
Результаты испытаний:
- Снижение удельного расхода природного газа на обжиг 1 тонны сухой руды на ТВП-1 на 4,4%, ТВП-2 - 3,49%; ТВП-4 - 3,5%.
- Повышение температуры факела ТВП-1 - на 111°С и ТВП-4 - на 85°С.
СНИЖЕНИЕ УДЕЛЬНОГО РАСХОДА ГАЗА
ДО 4,4 %
+ 98оС
В СРЕДНЕМ ТЕМПЕРАТУРА ФАКЕЛА
ПОВЫШЕНИЕ КПД КОТЛА на 8% | УМЕНЬШЕНИЕ ТЕМПЕРАТУРЫ НАГРЕВА МАЗУТА на 29°С | УМЕНЬШЕНИЕ ЗАГРЯЗНЕНИЯ ГОРЕЛОК КОТЛА |
Топливо - мазут
Результаты испытаний:
- Повышение КПД котла с 88% до 96%.
- Снижение температуры нагрева мазута с 90°С до 61°С.
- Применение анамегированого мазута привело к уменьшению загрязнения горелок котла, вследствие чего увеличилось время между чистками горелок. До применения анакларида горелки чистили каждые 8 часов, с анамегированным мазутом время работы горелки увеличилось до 72 часов без ухудшения процессов горения.
ПОВЫШЕНИЕ КПД НА
8 %
ПОНИЖЕНИЕ ТЕМПЕРАТУРЫ НАГРЕВА МАЗУТА
НА 29оС
мы с удовольствием ответим на них.